


涡流手动检测焊缝
发布时间: 2020-04-03 17:48:53 作者:上海斌瑞检测技术服务有限公司 来源:上海斌瑞检测技术服务有限公司前言
焊接是存在于许多地方,在不同类型的结构,如桥梁,管道和涡轮机。在承受载荷循环的结构中,裂纹会在焊缝的使用寿命内形成和扩展。为了确保基础设施和社会的安全,必须定期对焊缝进行现场检查,以寻找裂缝或缺陷。奥林巴斯的焊接检测涡流(EC)组件是为了方便这些检查使用Nortec 600(图1)。
挑战
传统的焊缝检验方法,如染料渗透剂,可以用来检测焊缝上的裂纹,但焊缝上的任何涂层或油漆必须拆除,然后在检查后重新安装。涡流是检测平面裂纹的有效工具。大多数情况下,焊缝不是完全平坦的,而是凹凸不平的。这使检查变得更加复杂,因为由于外形的原因,EC探测器无法与表面保持一致的接触,从而产生升空信号。然而,适当的检测技术与正确的涡流工具相结合,大大提高了检测的可靠性。
解决方案
奥林巴斯涡流焊接检测包:
项目 | U8 | 零件编号 | 描述 |
N600 | 不同配置 | N600 | Nortec 600涡流探伤仪(BASIC) |
焊接组件 | U8670016 | NEC-8196 | 焊接检验试剂盒,包括:wld-5-63,wdd-8-55,nec-2236 SRSM-51020 S/wdd,wld-样品&cn 16-4L-6 |
胸挂带 | U8140055 | EP4/CH | EPOCH系列胸挂带 |

图1.焊缝检测工具包(左)和Nortec 600(右)。
检测流程
Nortec 600的特点,结合涡流焊缝探头和适当的检测方法,大大提高了EC焊缝检测的检测和尺寸能力。

图2.使用Nortec 600探针检查具有不同形貌的带油漆焊缝。
英国BS en 1711:2000焊接无损检测标准介绍了正确的涡流焊缝检测技术&用复杂平面分析法进行焊缝涡流检测。
这项技术包括两个步骤:
1.油漆厚度评价
涡流探针用于评估将要检查的部分的油漆厚度。通过比较探头在工件上时操作点的移动,到探头在不同垫片上时产生的操作点曲线,操作人员可以方便地评估漆层厚度。
2.灵敏度校准
一旦定义了油漆厚度,操作者就可以使用校准块上正确数量的槽深来设置缺口的灵敏度(图3)。Nortec 600使检验员能够记录校准幅度,并将其与实际迹象进行比较。然后,可以根据需要使用参考信号。
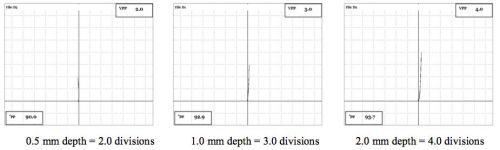
图3.不同凹槽的参考信号。
深度定量
检测幅度与缺陷深度直接相关。因此,可以通过比较指示振幅和校准缺口的深度来评估深度。由于提升情况,不同的焊接区域(顶、冠和脚趾位置)有不同的操作点,如下所示:
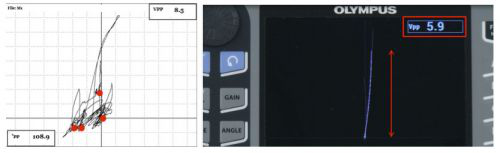
图4.用Nortec 600测量峰值振幅.
Nortec 600有一个VPP(峰值到峰值幅度测量)功能,提供准确的结果,独立于焊接区。
长度定量
Nortec 600有一个独特的实时读数,这是有用的大小长度的指示使用-6分贝下降法。然后,通过沿裂纹沿两个方向移动探针来调整指示的长度,直到信号下降了6dB。
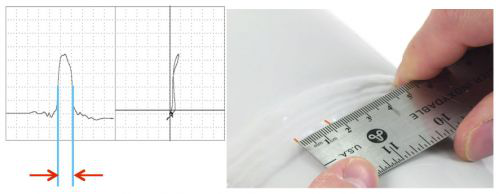
图5.使用6dB下降技术进行裂纹长度调整。
操作者必须找出指示的最大振幅并加以记录。接下来,用户沿着裂缝移动探头,直到信号下降6dB(幅度的一半)。在这一点上,操作员注意到下降在零件上的位置。在裂缝的另一端重复同样的步骤,用尺测量缺口的长度。
结论
奥林巴斯公司的焊接检验工具包是设计与Nortec 600工作,以使焊接检查通过油漆。通过使用适当的检查技术,检查人员可以补偿由于油漆厚度造成的升沉.Nortec 600可以方便地测量焊缝的深度和长度。
 沪公网安备 31010602002521号
沪公网安备 31010602002521号